

Ce billet fait partie d’une série de 4 articles portant sur la gestion de la capacité de production. Consultez l’introduction et les billets à propos de la gestion de la capacité de production à long terme et la gestion de la capacité de production à moyen terme.
La gestion de la capacité de production à court terme est une question de détails. À cette étape, nous tournons notre attention sur des produits spécifiques en cours de fabrication et nous n’utilisons plus les données agrégées. Il faut accorder beaucoup plus d’attention aux différentes composantes de la nomenclature et aux différentes étapes des opérations d’acheminement pour faire en sorte que les matériaux, la main-d’œuvre et les machines soient disponibles à temps. Lorsque nous en avons un à notre disposition, un outil MRP (Manufacturing Resource Planning/planification des ressources de production) peut être très utile puisqu’il peut suggérer des programmes directeurs de production basés sur les données de demande, de nomenclature et de routage. Ci-dessous se trouve un tableau simplifié des demandes et des approvisionnements échelonnés dans le temps pour un article quelconque dont toutes les pièces sont toujours en stock. Par conséquent, le seul facteur en jeu est le délai de fabrication :
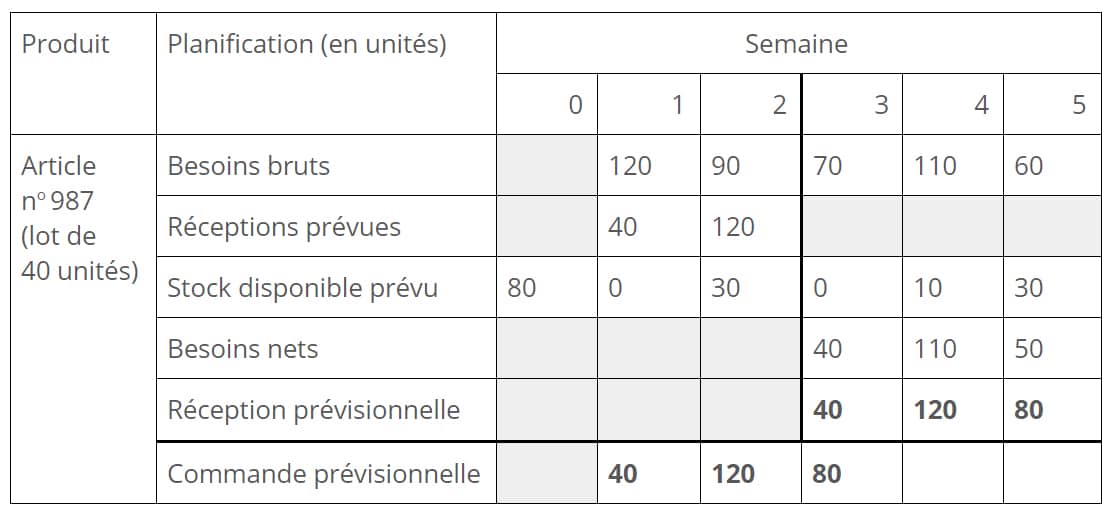
Figure 1. Programme directeur de production lorsque le délai de fabrication est de deux semaines
Dans le tableau simplifié ci-dessus, puisque le délai de fabrication est de deux semaines, tout ce qui sera fabriqué dans les deux semaines à compter d’aujourd’hui est déjà programmé. Après ces deux semaines, la production est uniquement planifiée : rien n’est encore transmis à l’atelier. Nous pouvons constater qu’une commande doit être prévue deux semaines avant chaque réception prévisionnelle.
Voilà où se trouvent les limites d’un MRP puisque l’outil tient compte des délais standards sans nécessairement considérer les limites de capacité. Si nous employons une stratégie de production synchrone dont la capacité est très flexible et que nous voulons éviter les frais d’entreposage, il n’y a probablement pas de problème. Par contre, la stratégie de production synchrone n’est pas toujours réaliste puisqu’elle peut affecter le moral et la fidélité des employés, ou engendrer des dépenses importantes en équipement. Dans certains contextes, pour maximiser la rentabilité, il peut être préférable de niveler la production et de prévoir de stocker les articles en période de faible demande afin d’utiliser, autant que possible, les ressources à leur pleine capacité.
En considérant les limites de capacité et en limitant la production à 2 lots hebdomadaires de 80 unités, nous obtenons :

Figure 2. Programme directeur de production tenant compte des contraintes de capacité
Comment doit-on s’y prendre pour transformer le tableau des capacités illimitées en celui des capacités limitées? En ayant recours aux outils CRP (capacity requirements planning/gestion de la capacité de production de production)! Typiquement, un CRP examine chaque opération du cheminement des produits pour déterminer précisément la capacité requise à chaque station de travail. L’outil présente différentes vues pour illustrer les commandes futures à traiter et l’utilisation des stations de travail. Les planificateurs de la production peuvent ensuite utiliser le CRP pour générer des scénarios de simulation et peaufiner la planification des commandes MRP en utilisant une interface graphique. Une fois satisfaits du calendrier établi pour une période donnée, ils peuvent passer des commandes fermes pour éviter que le MRP les réinitialise lors de sa prochaine exécution.
Supposons que l’article ci-dessus (no 987) est entièrement fabriqué à la station de travail no 34 en une seule opération. Cependant, puisque d’autres articles peuvent également être produits par la même station de travail, la station no 34 est très occupée (pour préserver la simplicité de l’exemple, supposons que tous les articles n’exigent qu’une seule opération). Par conséquent, la limite hebdomadaire de production est établie à 80 pour l’article no 987 :

Figure 3. Profil de charge par station de travail simplifié
Comme nous pouvons le constater, le bon de travail no 5 ne peut pas être entièrement traité le mardi, en plus des bons de travail no 3 et no 4. Par conséquent, les planificateurs de la production doivent faire l’une des choses suivantes :
- utiliser le quart de travail libre de lundi pour commencer le travail du bon no 3 plus tôt;
- traiter le bon de travail no 4 un jour plus tôt;
- répartir le bon de travail no 5 sur lundi et mardi.
Un outil graphique tel qu’un CRP peut faciliter ces décisions. Même en présence d’un scénario plus complexe où différents produits doivent passer par de nombreuses stations de travail, il est possible de voir les trous dans l’échéancier et d’apporter des corrections. En déplaçant des bons d’une station de travail à l’autre, le CRP met à jour les plans d’exploitation pour refléter le réordonnancement obligatoire des opérations en amont et en aval. Des avertissements sont émis lorsque les opérations ne peuvent être exécutées plus tôt en raison d’un antécédent qui ne serait pas encore terminé.
Qu’arrive-t-il si les planificateurs ne disposent pas de suffisamment de trous dans l’horaire d’une station de travail ou, du moins, il n’y a rien d’assez tôt pour répartir les surcharges tout en satisfaisant les demandes? Il faut prioriser! Il existe différentes méthodes pour hiérarchiser les opérations :
- Ne pas établir de priorités
- Premier entré, premier sorti!
- Prioriser les opérations les plus courtes
- Réaliser autant de travaux que possible dans les plus brefs délais. Cela ne se traduit pas nécessairement par une optimisation du nombre de bons de travail exécutés dans les délais et il est possible que des stocks de travaux en cours s’accumulent aux stations de travail. Les bons les plus longs souffriront probablement de retards.
- Prioriser les opérations selon la date de livraison des bons de travail
- Simple. Cependant, il n’y a pas d’information à propos du temps restant pour exécuter le bon : combien d’opérations par d’autres stations de travail sont encore nécessaires et combien de temps cela prendra-t-il? Les bons plus longs risquent de retarder les bons les plus courts.
- Prioriser les opérations selon leur date de livraison
- Cela semble être une utilisation efficace de la capacité par station de travail. Cependant, la date d’échéance des commandes correspondantes est perdue de vue et le temps de traitement des opérations n’est pas tenu en compte.
- Prioriser selon la règle du ratio critique
- Le ratio critique représente le temps restant avant la date de livraison divisé par le temps requis pour exécuter le travail :
Ratio critique = (Date requise – Date d’aujourd’hui)/(Délai de fabrication restant)
Les opérations correspondant aux bons dont le ratio critique est le plus bas sont priorisées puisque les valeurs de ratio critique s’expliquent de la façon suivante :
RC < 0 ⇒ Le bon accuse déjà un retard de livraison
0 < RC < 1 ⇒ Le bon est en retard par rapport à la planification
RC = 1 ⇒ Le bon respecte la planification
RC >1 ⇒ Le bon est en avance
En utilisant le ratio critique, peu importe la façon dont les opérations sont déplacées, le délai à respecter ET le temps restant pour l’exécution sont toujours visibles.
- Prioriser selon la règle de la marge croissante : temps restant pour exécuter la commande – temps nécessaire pour l’exécution
- Il s’agit d’une autre façon de considérer les informations utilisées par le ratio critique!
Notez bien que le profil de charge ci-dessus représente une seule semaine. Puisque les outils CRP peuvent présenter la charge selon différentes plages de temps, une surcharge le lundi de la cinquième semaine, par exemple, peut être prévue et résolue rapidement. Est-ce assez tôt? Cela dépend des circonstances. Il est généralement recommandé de planifier la fabrication pour une période au moins égale au délai de production le plus long (délais pour les pièces + séquence d’opérations la plus longue) parmi les produits. Malheureusement, il arrive que les clients ne passent pas leurs commandes assez tôt pour pouvoir les intégrer à la planification. Pour parer à cette éventualité, il est possible que la planification s’appuie sur les prévisions de ventes au lieu des commandes réelles. Cette situation peut être illustrée par les « zones d’eau » :

Figure 4. Zones d’eau pour la demande
La zone gelée est la période pendant laquelle aucune nouvelle demande des clients ne peut être acceptée puisque la production a été programmée pour répondre aux commandes courantes des clients et que toutes les pièces requises ont été approvisionnées pour être assignées aux différents bons de travail. Puisqu’une modification du calendrier de production dans la zone gelée perturberait les opérations, l’approbation de la haute direction est nécessaire pour modifier quoi que ce soit. L’horizon de temps pour la demande qui distingue la zone gelée de la zone de fonte est généralement déterminé par la haute direction.
Les planificateurs de la production peuvent réorganiser les priorités dans la zone de fonte, mais ces changements doivent être gérés manuellement. En effet, le MRP ne devrait plus toucher aux approvisionnements prévus dans cette zone puisque les changements sont largement devenus impossibles. L’horizon de temps pour la planification qui distingue la zone de fonte de la zone liquide est basé sur le délai cumulatif le plus long. Notre tableau de profil de charge étudié précédemment se trouve dans la zone de fonte.
Finalement, la zone liquide représente la période où tous les changements sont possibles. Dans cette période future éloignée, les planificateurs de la production peuvent laisser le MRP réordonnancer les bons de travail planifiés au gré de l’évolution de la demande.
MTO (make-to-order/fabrication à la commande) exemple :
Je ne suis pas une experte en fabrication de papier hygiénique; je sollicite donc votre indulgence lorsque j’avance des chiffres probablement invraisemblables pour illustrer les concepts de fabrication dont je traite.
Revenons à l’exemple de la fabrication du papier hygiénique : en tenant compte de tous les détails, vous remarquerez que cela commence à être relativement complexe!
Maintenant que les planificateurs de la production ont effectué la gestion de la capacité de production à moyen terme, ils peuvent communiquer à l’équipe de vente les quantités qu’ils peuvent promettre.
Pour les 4 semaines à venir :
| Type | Capacité (kg/jour) | Capacité (rouleaux /jour) | Capacité (paquets de 8 rouleaux) | Capacité (paquets de 16 rouleaux) | Capacité (paquets de 24 rouleaux) |
| 2 épaisseurs (85 g) | 123 250 | 1 450 000 | 61 250 (41 650 kg) | 30 000 (40 800 kg) | 20 000 (40 800 kg) |
| 3 épaisseurs (125 g) | 30 000 | 240 000 | 5 000 (5 000 kg) | 5 000 (10 000 kg) | 5 000 (15 000 kg) |
Pour les 4 semaines subséquentes :
| Type | Capacité (kg/jour) | Capacité (rouleaux /jour) | Capacité (paquets de 8 rouleaux) | Capacité (paquets de 16 rouleaux) | Capacité (paquets de 24 rouleaux) |
| 2 épaisseurs (85 g) | 170 000 | 2 000 000 | 90 000 (61 200 kg) | 44 000 (59 840 kg) | 24 000 (48 960 kg) |
| 3 épaisseurs (125 g) | 30 000 | 240 000 | 5 000 (5 000 kg) | 5 000 (10 000 kg) | 5 000 (15 000 kg) |
Les représentants commerciaux commencent à ajuster les commandes courantes des clients et à en passer de nouvelles pour la période des quatre semaines subséquentes. Notez bien qu’il s’agit de promesses à cette étape : puisqu’il n’y a plus de stocks à expédier, les promesses sont faites en fonction de la capacité et non pas des stocks réels. Les deux premières semaines se remplissent rapidement et l’équipe de vente prévoit que les deux semaines suivantes seront tout aussi chargées. Cela étant dit, l’équipe se fait un peu plus prudente en ce qui concerne les quatre semaines subséquentes.
Pour notre exemple, nous avons établi que le papier hygiénique était fabriqué sur trois lignes de production constituées de 8 opérations sur 7 stations de travail. Supposons que chaque ligne de production dédie ses 6 premières stations de travail, mais que celui du tranchage et de l’emballage est partagé par toutes les lignes. Toutes les 6 heures, un lot de papier hygiénique peut sortir de la station de travail no 6 d’une chaîne de production pour ensuite passer 30 minutes sur le rouleau avant d’atteindre la trancheuse.
Comme nous sommes limités par les matières premières, l’équipement ne sera pas utilisé à plein rendement au cours des quatre premières semaines. La ligne B produira 2 lots de 3 épaisseurs, puis 1 lot de 2 épaisseurs; la ligne C produira 3 lots de 2 épaisseurs; la ligne D produira 3 lots de 2 épaisseurs en travaillant à capacité réduite (21 100 kg).

Figure 5 : Profil de charge de la trancheuse (les couleurs représentent la ligne de production d’où proviendra le papier hygiénique)
Nous n’avons pas de surcharge puisque la trancheuse dispose d’une capacité beaucoup plus importante que les trois lignes de production qui lui sont associées. Il est quand même utile de pouvoir consulter le temps disponible pour planifier des activités de maintenance, par exemple.
Imaginons maintenant un temps d’arrêt inattendu de 12 h pour la trancheuse le lundi après les premiers lots. L’impact sur la production se ferait sentir le reste de la journée et même le jour suivant. Si nous ne pouvons pas nous permettre de constituer plus d’un lot de stock d’en-cours sur chaque ligne pendant ce temps d’arrêt, nous serions en situation de surcharge. Cette surcharge ne peut pas être entièrement traitée lundi. Elle occupera donc une partie de l’espace libre tôt mardi matin et repoussera également quelque peu l’emballage du premier lot de mardi. À l’aide du CRP, une fois la durée de l’arrêt estimée, les travaux peuvent être rapidement réorganisés pour que les différentes équipes puissent toutes repousser leur travail de 8 h pour les troisièmes lots le lundi afin d’éviter de constituer un trop grand stock d’en-cours (puisque les deuxièmes lots étaient en cours lorsque l’arrêt est survenu, les équipes doivent s’arrêter avec un stock d’en-cours de gros rouleaux sur les équipements). L’objectif de production pour lundi ne serait pas atteint, mais l’atelier pourrait rattraper son retard le mardi. Les clients, des épiceries et des grands magasins, doivent être avertis pour atténuer les impacts des commandes en souffrance. Par exemple, les commerces pourraient limiter la vente aux utilisateurs finaux à un seul emballage par personne… s’ils ne le font pas déjà!
Remarquez que nous avons souvent fait référence aux clients au cours de ces blogues sur la gestion de la capacité. L’expérience client peut être grandement améliorée lorsque les planificateurs de la production ont une vue précise en temps réel sur les activités de l’atelier. Ils peuvent partager les analyses en temps réel avec l’équipe de vente qui peut à son tour mieux gérer les attentes des clients.
Complexifions un peu les choses. Cette fois, revoyons notre exemple avec deux trancheuses : une pour les lignes B et C et une pour la ligne D, et supposons des temps d’arrêt aléatoires (les travailleurs de cette usine ont désespérément besoin de formation pour effectuer les transitions sans tout briser!). Sans vue graphique, est-ce possible d’optimiser rapidement les activités de production à tout moment pour acheminer les rouleaux à la trancheuse ciblée (de préférence) ou à la seule trancheuse en état de marche?
Au lieu de produire davantage de tableaux de profils de charge, observons plutôt un outil CRP infonuagique en action! Découvrez comment un outil CRP peut planifier et ajuster efficacement la production en investissant quelques minutes pour visionner la capsule Web Rootstock à propos de la planification de la production (démonstration en anglais seulement de 8 minutes, malheureusement pas au sujet du papier hygiénique)! Portez une attention particulière à la vue de groupes de stations de travail : c’est une excellente perspective qui permet d’équilibrer la charge entre plusieurs stations de travail dont l’expertise ou les machines sont semblables. Il s’agit d’une piste de réponse pour cette question à propos des temps d’arrêt aléatoires des trancheuses!
Enfin, si vous souhaitez obtenir notre aide pour relever vos défis en matière de gestion des capacités, avec Rootstock ou un autre outil, faites-le-nous savoir : c’est avec plaisir que nous vous épaulerons!

Pour consulter tous les billets de cette série en 4 parties à propos de la gestion de la capacité de production, cliquez sur les liens suivants :














